
こんにちは、Tomoko です。

cp, cpk って何?
こんな疑問にお答えします。
- どちらも工程能力を表す指数
- cp:規格内かどうか関係なく、一定に生産できているかを評価できる
- cpk:実測値の平均値がどれだけ規格と離れているかを考慮して評価できる
自分の手を動かして学習したい方へ
参考にエクセルファイルを用意しました。
≫ cp, cpkをまなぶエクセルファイルを見る
cp, cpk は工程能力を表す指数
工程能力は
「どれだけ安定して一定の品質の製品を生産できるか」という能力です。
工程能力を評価するために工程能力指数があります。
製品の寸法や性能には公差が設定されていますよね。
その公差範囲内で一定して生産できる能力を表す指標です。
では、以下の2つを説明していきます。
- Cp:Process Capability Index
- Cpk:Process Capability Index based on Katayori
Cp, cpkの値で工程能力を確かめる
製造業では「cpk1.33以上を目指そう」
という声を耳にすると思います。
cpk1.33あれば一定の品質保てるとされているのが理由です。
| 工程能力指数 cp (/cpk) の値 | 工程能力有無の判断 | 処置 |
| Cp ≧ 1.67 | 工程能力は十分すぎる | 部品のバラツキが大きくなっても問題ない、管理の観測綾コスト低減などを考えられる。 |
| 1.67>Cp ≧ 1.33 | 工程能力は十分 | 理想的な状態なので維持。 |
| 1.33>Cp ≧ 1 | 工程能力は十分とは言えないが、まずまず | 工程管理をしっかり行い、管理状態を保つ、Cp が1に近づくと不良発生のおそれがあるので、必要に応じて処置する。 |
| 1>Cp ≧ 0.67 | 工程能力が不足 | 不良部品が発生している。全数選別、工程の管理。改善を必要とする。 |
| 0.67>Cp | 工程能力が非常に不足 | とても品質を満足する状態ではない。品質の改善、原因の追究を行い、緊急の対策を必要とする。また、規格を再検討する。 |
引用元:日本規格協会新版QC入門講座6データのまとめ方と活用Ⅱ
- cp, cpk 値が大きいと、規格外になりにくく、不良率が小さくなる
- cp, cpk 値が小さいと、規格外になりやすく、不良率は大きくなる
cp と cpkの違い
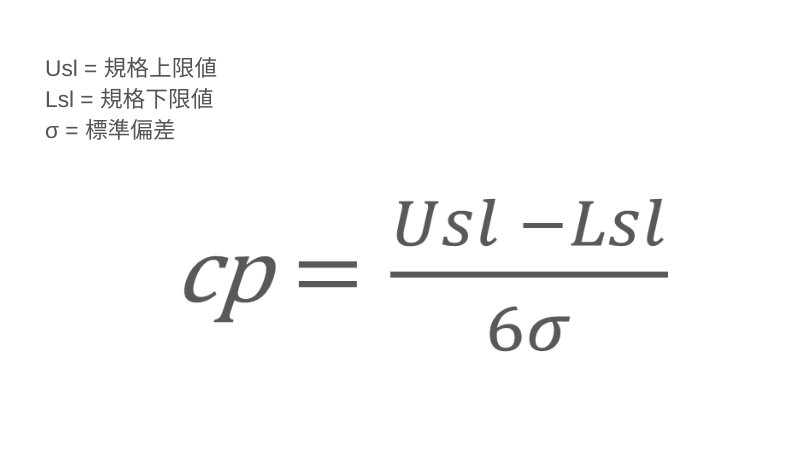
Cp (Process Capability Index) を求める式では
上限規格、下限規格、シックスシグマ(6σ)を使います。

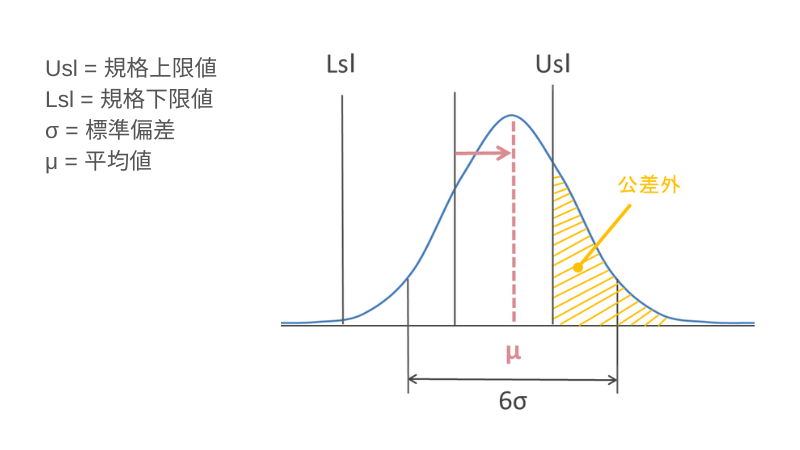
しかし、1つ注意が必要なのが
規格値と実測の平均値は必ずしも一致しないことです。
- cp値が大きければ、バラツキが小さく、工程能力が高いこと
- cp値が小さければ、バラツキが大きく、工程能力が低いこと
がわかりますが
実測の平均値が規格値とから大きく離れていることで
公差から外れている可能性があるということです。
極端に表すとこんな感じです。
Cp値で工程能力が高いと分かっても
公差から大きく外れていたら品質が良いとは言えません。
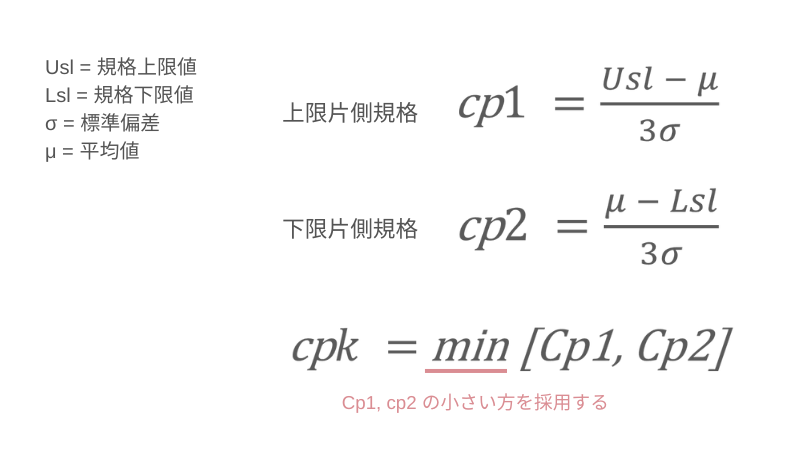
そこで出てくるのが cpk です。
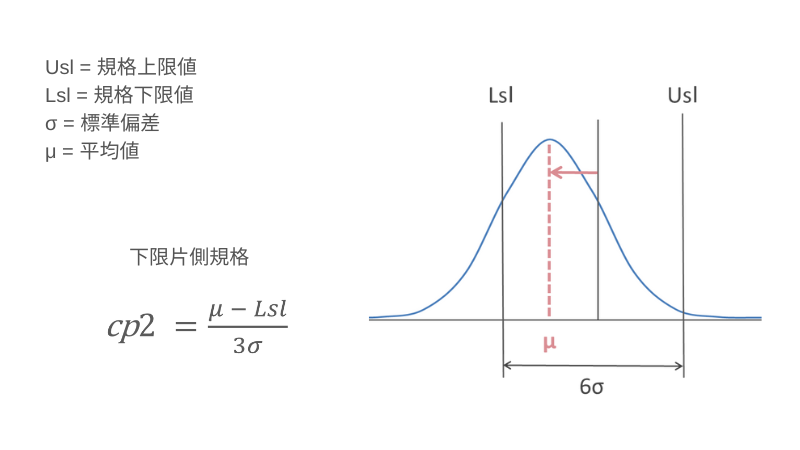
cpk (Process Capability Index based on Katayori) を求める式では
上限規格、下限規格、標準偏差、平均値を使います。
実際に測定したデータの平均値を使うことで
「偏り」を考慮した工程能力が分かります。
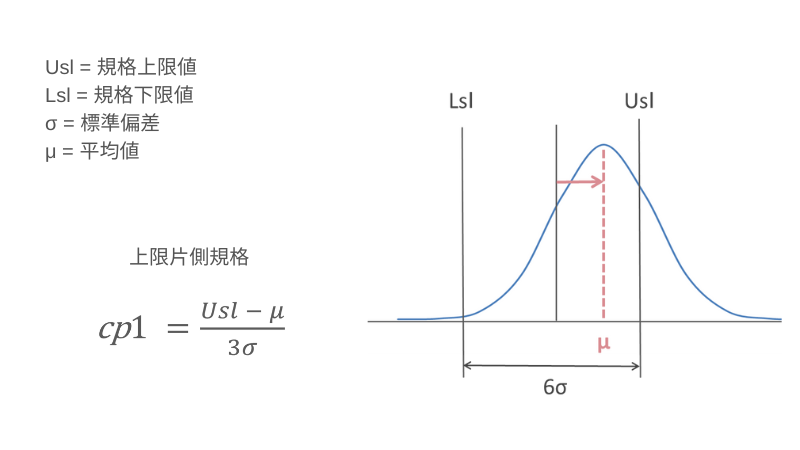
「偏り」とは
平均値が上限・下限規格のどちらにどれだけ偏っているか
ということです。
下画像のように平均値が上限規格に偏っていると
上限側のcpk値が小さくなります。
反対に、平均値が下限規格に偏っていると
下限側のcpk値が小さくなります。
自分の手を動かして学習したい方へ
参考にエクセルファイルを用意しました。
まとめ
- どちらも工程能力を表す指数
- cp:規格内かどうか関係なく、一定に生産できているかを評価できる
- cpk:実測値の平均値がどれだけ規格と離れているかを考慮して評価できる
1回調べたくらいじゃ理解できず
何十回もネットで調べ、人にも聞きながら学びました。
それでもブログで文字に起こそうとすると
理解できていない部分が浮き彫りになります…
全部理解できていなくても
分かった分だけ仕事も理解しやすくなるので
学び続けるのが大事ですね。
cp, cpk理解のヒントになれば幸いです。
今回はこれでおしまいです。
最後までお読みいただきありがとうございます。








